Gearformdesign, spesielt for plastgir, skiller seg betydelig fra tradisjonelle muggdesign. Nøkkelparametere som tanntykkelse (buelengden mellom to sider av en girtann), modul (en parameter som måler girstørrelse) og trykkvinkel (den akutte vinkelen mellom bevegelsesretningen og bevegelsesretningen, unntatt friksjon) krever justeringer basert på empiriske data.
I motsetning til andre prosesser, kan ikke girformer behandles direkte basert på krympingshastigheter. Produsenter av profesjonelle utstyr og girkasse, som utnytter langsiktig erfaring og samarbeid med dataprogramvareselskaper, har utviklet spesialisert programvare for å beregne parametere for utstyr for utstyr. Denne programvaren kan direkte generere girparametere og profiler, hjelpe til med girmodifisering og forbedre tannens nøyaktighet. La oss fordype oss i vanskeligheter med design av plastutstyr.
Hulromsdesign for plastutstyrsformer
Å designe hulrommet for en plastutstyr har alltid vært en teknisk utfordring i muggindustrien, først og fremst på grunn av to grunner:
1. Presisjon i plastkrympingshastigheter:
Under støpingsprosessen med plastgir, transformerer plastgranuler seg til en smeltet tilstand under høy varme og avkjøles deretter for å danne faste plastgir. Krympingshastigheten for plast under denne prosessen er en rekkeviddeverdi, noe som gjør det vanskelig å bestemme presise krympingshastigheter.
2. Ikke-lineær krympingsberegning for mugghulrom:
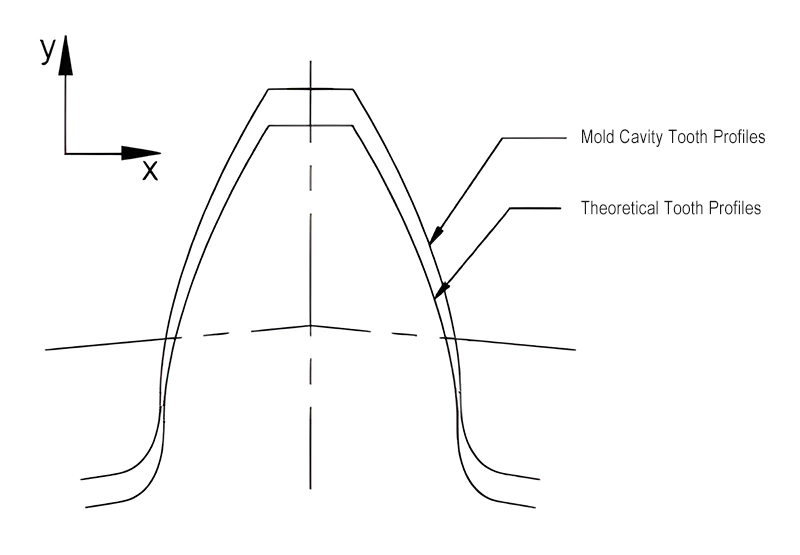
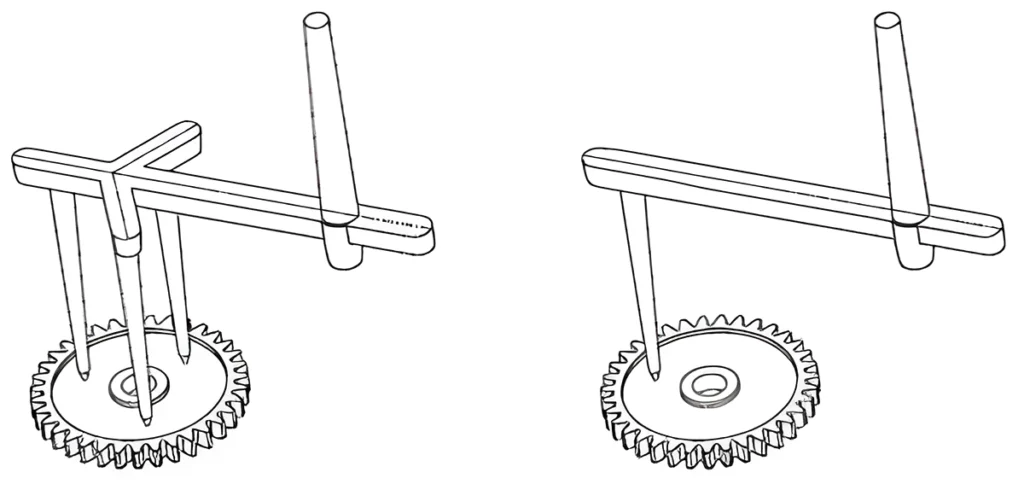
For involverer små modulplastformer, representerer moldhulen i det vesentlige et tenkt utstyr. Dette imaginære giret skiller seg fra både skiftede gir og interne gir. Etter krymping blir det ønsket plastutstyr. Krympingen på den involverte tannprofilen til dette imaginære utstyret er ikke ensartet som den isotropiske krympingen sett i generelle plastdeler. På girplanet er krympingen i X- og Y-retningene ulik, noe som fører til ikke-lineær krymping, som vist i figur 1. Denne ikke-lineariteten øker kompleksiteten ved å designe involverer plastgirform.
Den rette måten å designe et girformhulrom
Å møte disse tekniske utfordringene, ved å bruke den isotropiske krympingsmetoden for utforming av mugghulrom, gir ofte suboptimale resultater. Basert på mange års praktisk erfaring og presis estimering av krympingshastigheter for plast, anbefaler vi å bruke den variable modulmetoden for teoretisk utforming av girformhulrom, etterfulgt av korreksjon av tannprofil for å sikre nøyaktighet og rasjonalitet i mugghulen.
Den variable modulmetoden forutsetter at under forskjellige prosesseringsstadier, er basesirkelens diameter, stigningssirkel, addendum sirkeldiameter og dedendum sirkeldiameter på et gir fortsatt konsistent, og skalere opp eller ned proporsjonalt, lik de radiale dimensjonsendringene i enkle ermet-lignende deler. For et girs tonehøyde, som bestemt av formelen d=mz, er den bare avhengig av modulen m og antall tenner z.
Siden antall tenner på et spesifikt gir er konstant, kan vi vurdere endringen i stigningssirkeldiameteren under prosessering som en endring i modulen. Dette prinsippet innebærer at plassen som er omfattet av plastutstyrsformingen er et tenkt utstyr med konstant antall tenner og trykkvinkel, med sporene som danner hulrommets tannprofil.
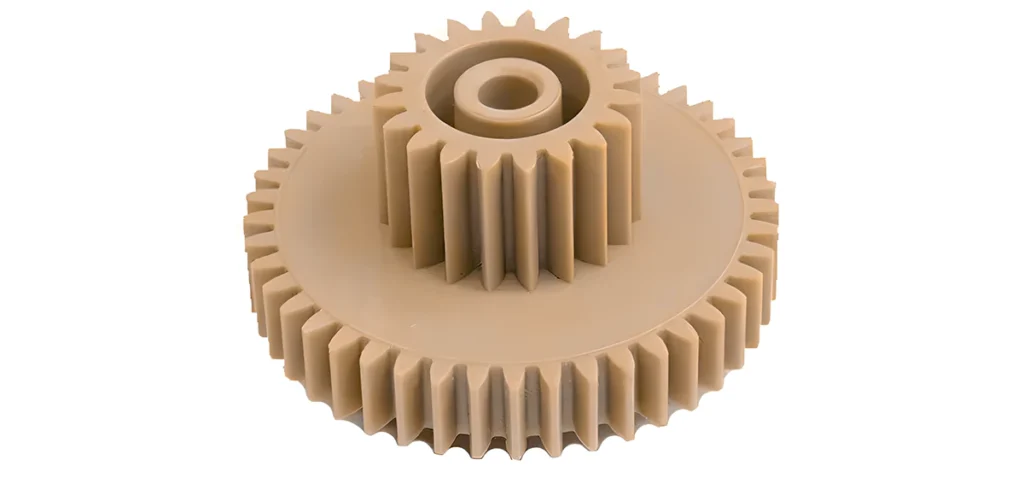
Vi kan beregne modulen til dette imaginære utstyret ved hjelp av en proporsjonal metode. Formelen for denne beregningen er m '= (1 + η%) m. I denne formelen representerer M 'modulen til formhulen tannprofilen, M er den teoretiske modulen til det designet giret, og η% er plastens krympingshastighet. Ved å erstatte modulen M 'i den tilsvarende girberegningsformelen, representerer det resulterende giret det imaginære giret i formhulen. Praksis har vist at den variable modulmetoden effektivt adresserer utfordringen med ikke-lineær krymping i involverte tannprofiler, som demonstrert av mugghulen produkt vist i figur 2.
Portdesign for plastutstyrsformer
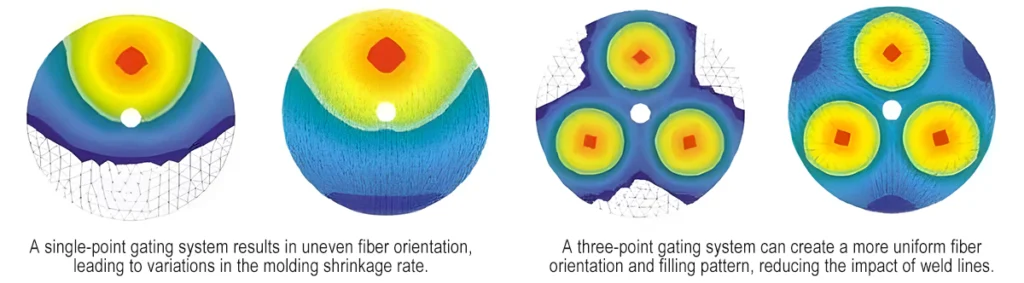
I prosessen med å forme plastgir, påvirker porten plasseringen betydelig presisjonen til tannhjulene, spesielt deres radiale runout. Fordelingsformen til porten påvirker også avgjørende de samlede mekaniske egenskapene til plastgirene. Når du designer porter for plastutstyrsformer, anbefales det å bruke et trepunkts gating-system hvis girproduktet tillater et trepunkts gating-system. Ideelt sett bør disse tre punktene være plassert på samme sirkulære bue og jevnt fordelt, som vist i figur 3.
Ved hjelp av et trepunktsbalansert portsystem strømmer plastsmeltingen radialt fra portene, og konvergerer ved strømningsfrontene for å danne tre sveiselinjer. Ved disse sveiselinjene har orienteringen av fibre en tendens til å være parallell med strømningsfronten. I gir resulterer dette i at fibre blir radialt fordelt på sveiselinjene, mens de blir tilfeldig fordelt i andre deler av giret. Dette skaper områder med lav krymping langs sveiselinjene. Forskjellen i fiberorientering mellom sveiselinjene og resten av giret er mindre uttalt enn i gir med en enkelt port, noe som fører til høyere girpresisjon. Figur 4 viser en skjematisk sammenligning av fiberorientering og fyllingsmønstre når du bruker en enkelt eksentrisk port kontra en trepunkts jevnt fordelt port.
Ventilasjonsdesign for plastutstyrsformer
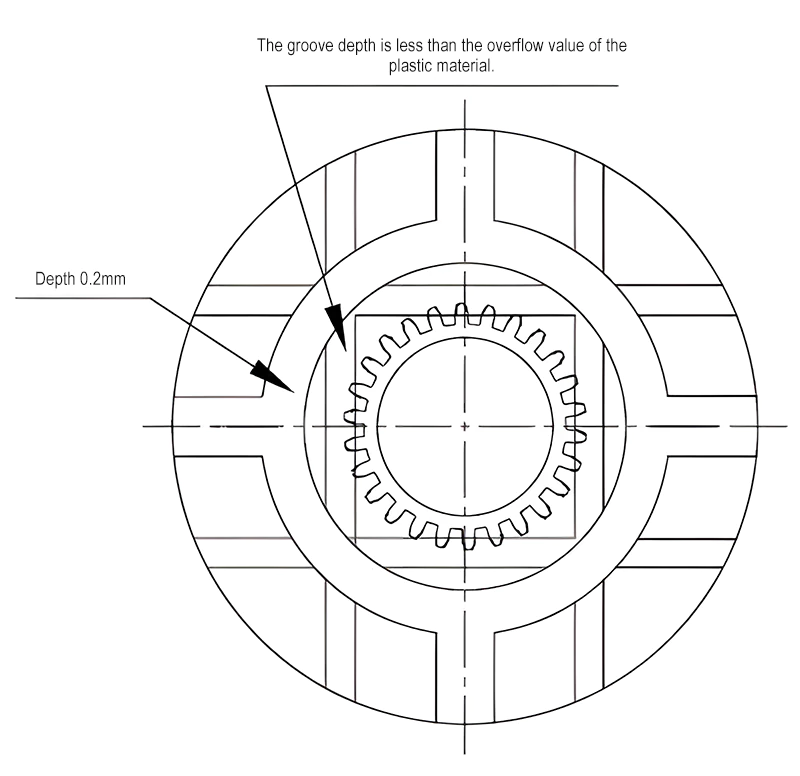
Ventilasjon er et avgjørende aspekt å vurdere i plastformdesign. For plastutstyrsformer er utformingen av å lufte på tannoverflatene spesielt viktig. Vi maskiner de fleste overflater av girformer med en slipemaskin. Denne prosessen sikrer en god overflate-til-overflate. Imidlertid har det en tendens til å resultere i utilstrekkelig fylling i de siste områdene under injeksjonsprosessen. For å eliminere fanget luft, er det nødvendig å lage ventilasjonsspor på tannoverflatene. Generelt er utformingen av disse ventilasjonssporene på tannoverflatene som vist i figur 5.
Strukturell design av plastutstyrsformer
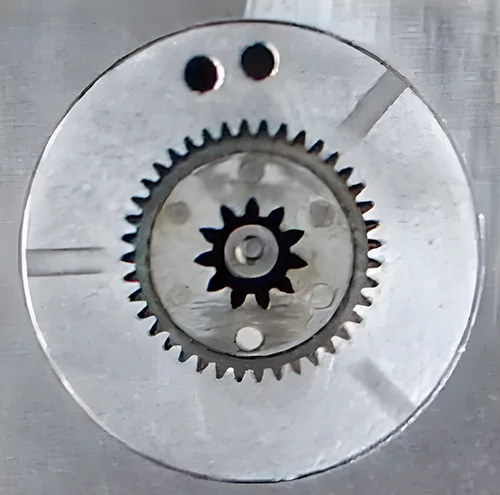
Gitt at plastutstyrsinjeksjonsforming ofte bruker punktporter, vedtar muggstrukturen ofte en tre-plate design. Figur 6 viser designdiagrammet til en girform, og figur 7 viser den faktiske girformen. Arbeidsprinsippet for girformen er som følger:
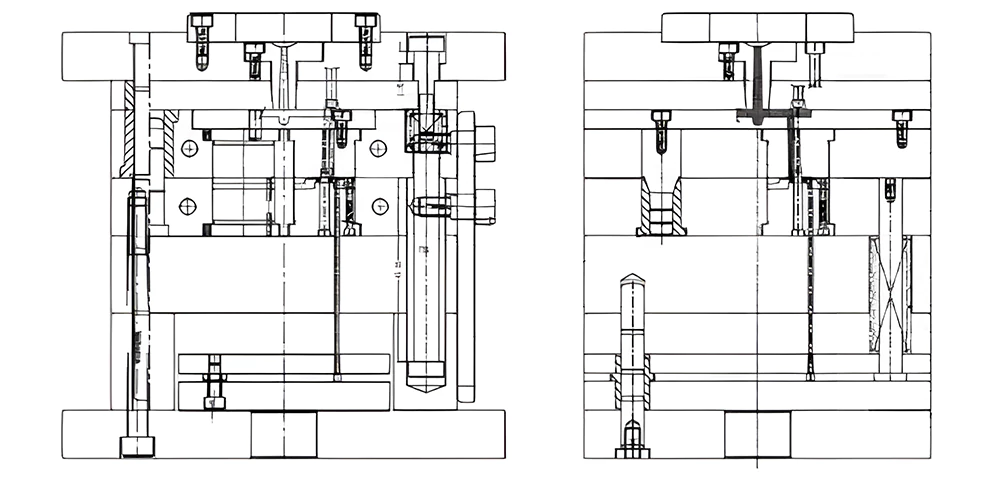
Etter å ha fullført injeksjonsstøpingsaksjonen, begynner den bevegelige delen av formen å åpne under drivkraften til injeksjonsstøpemaskinen:
- Første trinn i avskjed: På grunn av virkningen av fjær 1 begynner stripperplaten å skille seg fra plate A. Sprue Puller -pin -handlingen fikser hovedkanalen på stripperplaten og får porten til å bryte seg bort fra produktet.
- Andre etappe avAvskjed: Etter at formen åpnes 95mm, under virkningen av tie-stangenheten, begynner stripperplaten å skille seg fra frontplaten, og slipper hovedkanalen fra Sprue Bush.
- Tredje trinn avAvskjed: Mens formen fortsetter å åpne, under handlingen av bindestangenheten, begynner plate A å skille seg fra plate B. Etter å ha åpnet til 90 mm, begynner ejektorplaten å bevege seg og kaste ut produktet. Under denne prosessen brukes guideinnleggene til ejektorplaten for å forbedre utkastingsbalansen. Ejektorplaten tilbakestilles under handlingen av våren 2. Dette fullfører hele muggåpnings- og utkastingsaksjonen.
Produksjon av plastutstyrsformer
I prosessen med å forme plastgir, er girformen nøkkelutstyret for å forme plastgirene og sikre deres presisjon. Plastutstyrformen kan deles inn i to hoveddeler: girhulen og formrammen. Girhulen, også kjent som girringen, er den mest kritiske og presisjonskrevende delen av hele utstyrsproduksjonsprosessen.
1. Maskinering av girhulen
Maskinering av girhulen er nøkkelen til fremstilling av plastutstyrsformer. Støping av plastgir er en form for 'replika -prosessering. I denne prosessen er hulrommets tannprofil en deformert mal for girtannformen. Derfor er det viktig å strengt kontrollere den dimensjonale nøyaktigheten og overflatens ruhet i hulrommet. Det er viktig å unngå mangler som burrs, eksentrisitet og overflates riper. Derfor må en streng bearbeidingsprosess for girhulrom etableres for å sikre presisjonen i hulromsproduksjonen.
Det er hovedsakelig fire metoder for maskinering av girhulen: ledningskutting, elektrisk utladningsmaskinering (EDM), elektroforming og støping av berylliumkobberlegering. Hver av disse metodene har sine fordeler og ulemper for maskinering av hulrom. Produsenter bruker ofte trådskjæring for involverte rette sylindriske tannhjul og foretrekker generelt EDM for spiralformede gir. I tillegg kan de maskinelektroder som brukes til EDM av girhulrom ved hjelp av trådskjæring. For spiralformede elektroder med en liten helixvinkel (mindre enn eller lik 6 grader), er ledningskutt fortsatt anvendelig.
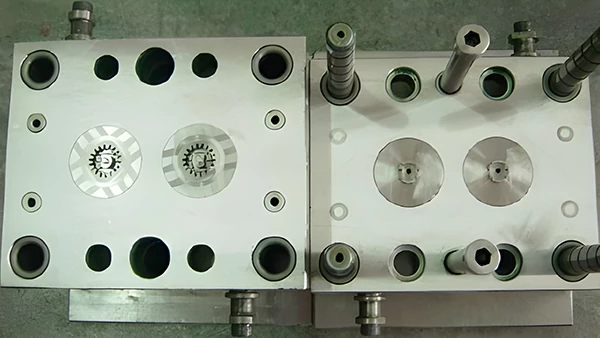
2. mold ramme maskinering
Moldrammen, også kjent som moldbunnen, er en hjelpemidler som utgjør en del av girformen. Prosessen med å bearbeide formrammen ligner på vanlige plastinjeksjonsformer. Derfor vil denne artikkelen ikke utdype den. Figur 8 viser det faktiske bildet av bearbeiding av girform.